| 梳棉机的传动和工艺计算:
一、梳棉机的传动
(一)梳棉机的传动要求 在现代纺织设备的传动中,为减少传动级数及传动的误差,主要机件分别采用单独电机传动。
工艺上对梳棉机的传动要求为:
⒈调整工艺参数方便 在传动系统的适当部位设置变换带轮和变换齿轮,以便根据质量,产量和消耗要求调整速度,牵伸等工艺参数。
⒉便于运转操作 生头时道夫需慢速,生头后向快速转换时,道夫应有一个逐步增速的过程;锡林为负荷中心,起动也应具有良好的起动性,并便于起动操作,同时还应给抄磨针准备传动轮。
⒊高速生产时为防堵防轧,输出机件与喂给机件应连锁,以保证产品质量和设备安全。
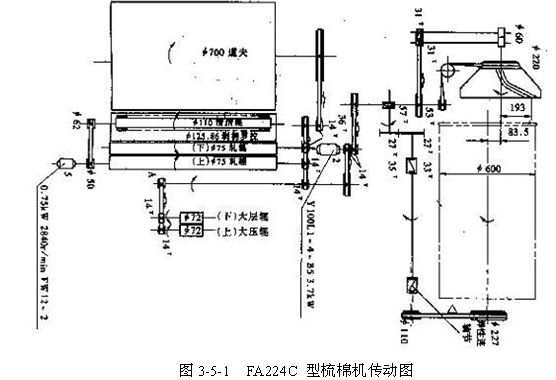
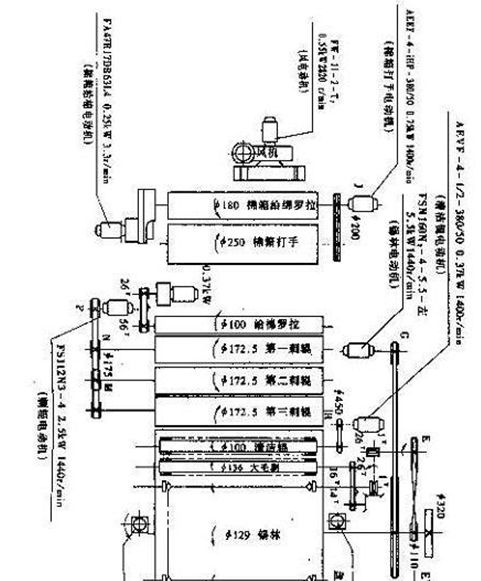
二、棉机的传动系统 FA224C型梳棉机的传动如图3-5-1所示。
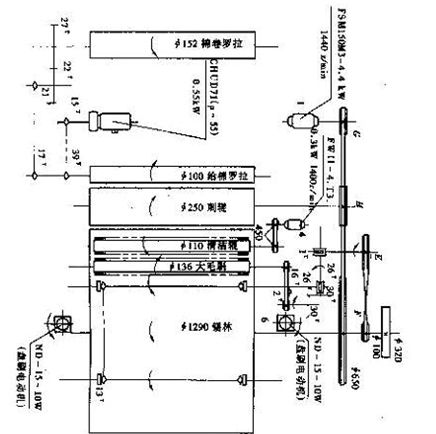
其传动系统如下:

(一)传动的特点:
1.锡林和剌辊由同一电机通过张力尼龙平胶带正反面传动,在刺辊座上有张紧轮使传送带保持一定的张力。
2.喂入部分由变频电机传动,可无级调速,由链条传至给棉罗拉,再传至棉卷罗拉。
3.道夫、剥棉和圈条由变频电机和同步带传动,可无级调速,同时机构简化,噪声音较小。
4.盖板清洁毛刷由盖板传动箱经同步带传动,并由单独电机传动的清洁辊清除毛刷辊上的盖板花。
5.盖板踵趾面清洁盘刷左右分别由两只小电机单独传动。
(二)安全装置
1.道夫给棉起动与锡林速度联锁 在梳棉机的传动系统中,锡林和道夫分别由各自的电机传动。由于惯性不同,它们的起动时间也不一样,锡林和剌辊需要时间较长,而道夫、给棉部分需要时间较短,若同时启动,将会造成给棉罗拉开始喂入正常棉量时,剌辊尚在起动过程中,因速度较低易被轧死。所以道夫及给棉罗拉必须在锡林和剌辊起动一段时间后才能启动。关车时,锡林道夫的停转也不同步,道夫停的快,锡林停的慢,停车后在锡林道夫转移区还堆积了过量的纤维,重新开车时将引起断头。所以道夫、给棉及锡林间采用联锁控制,开车时,当剌辊速度达到一定值时,道夫、给棉部分方能启动。关车时,当剌辊速度降到一定值时,道夫即自动关车。
2.自停装置 为了保证安全生产,避免损伤针布,梳棉机上均设有多处自停装置,如给棉棉层过厚自停,大小压辊之间断条自停;轧辊处棉网超厚自停,条筒定长报警自停,防护罩打开自停,及锡林速度监控装置等。
三、工艺计算
(一)速度计算 三角带和平皮带的传动效率为98%。
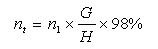
锡林转速nc (r/min)

式中:n1 —— 调频主电机转速(r/min);
G —— 主电机皮带轮直径(mm)。
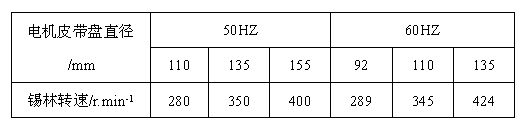
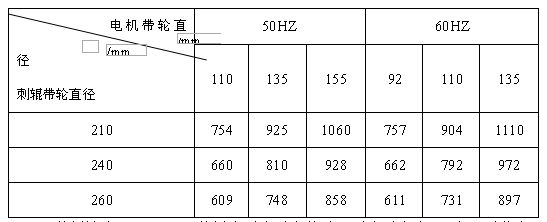
FA224C型梳棉机锡林转速与电机皮带轮直径见表3-5-1。
表3-5-1 锡林转速与主电机皮带盘直径
2.剌辊转速nt(r/min) FA224梳棉机剌辊转速见表3-5-2。
式中:H —— 剌辊带轮直径(mm)。
表3-5-2 剌辊转速 单位:r/min
3.盖板速度vf (mm/min)盖板由星形导盘传动,星形导盘有13齿。周节为36.5 mm,与相邻两盖板间的距离相等。
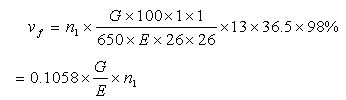
式中: E —— 盖板带轮直径 (mm)。
盖板速度的选择见表3-5-3。
表3-5-3 盖板速度 单位:mm/min

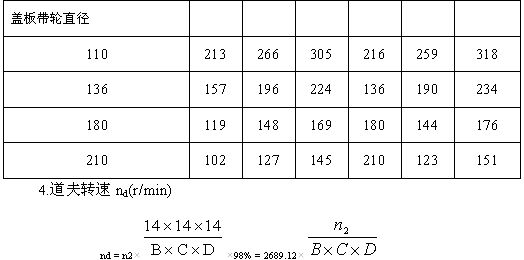
式中:n2——道夫传动电机转速(r/min);
B——中间轴同步带轮,有33T、34T、35T;
C——剥棉罗拉同步带轮,有28 T、29T 、30 T;
D——道夫同步带轮;有82 T、84T。
⒌小压辊出条速度v(m/min)

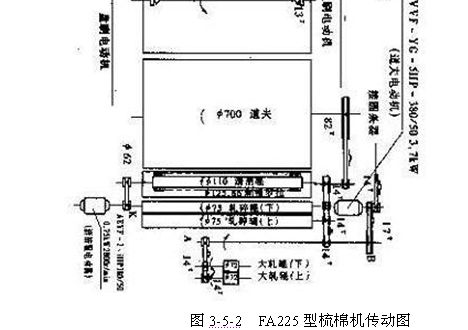
FA225型梳棉机的传动如图3-5-2所示。
⒊实际牵伸倍数 按输出与喂入机件的表面线速度之比求得的牵伸倍数为机械牵伸倍数(也称理论牵伸倍数);按喂入半制品定量与输出半制品定量之比求得的牵伸倍数称为实际牵伸倍数。因为梳棉机有一定的落棉,所以实际牵伸倍数大于机械牵伸倍数,二者的关系式为:
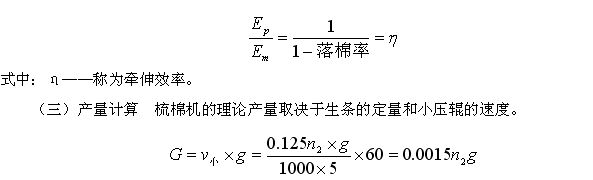
式中:G——理论产量(kg/台.时);
n2——道夫变频电机转速(r/min);
g——生条定量(g/5m);
当n2 为1500r/min时: G=2.25×g
梳棉机在正常运转时,要扣除生头、抄针、小修理等时间损失,在一个轮班期间,实际运转时间与理论时间比值的百分率称为时间效率。定额产量Gd的计算公式如下:
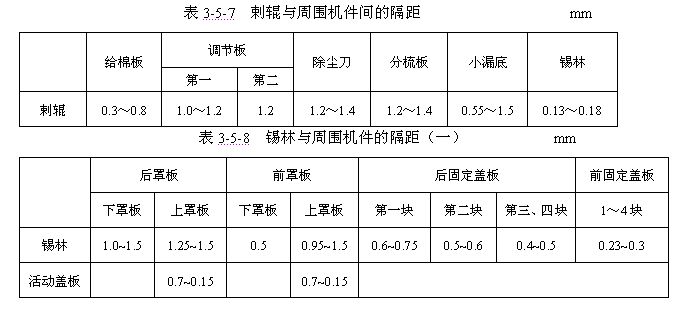
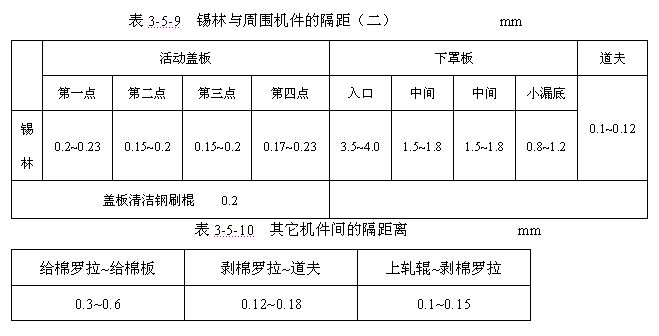
三、梳棉机各部位隔距
梳棉机各部隔距应根据具体工艺选择,选择范围见表3-5-7、表3-5-8、表3-5-9、表3-5-10。
|





