| 主传动:
一、织机主传动的作用及应具备的条件
织机主传动的作用是将电动机的功率通过传动机构传递给主轴及其相关运动部件,实现织机的各种动作,主传动应具备以下条件:
(1)启动迅速,在开车后第一次打纬时,织机车速就应达到或接近正常运转的速度。
(2)制动平稳、迅速,停车位置准确,符合工艺和操作要求,有利于重新开车启动。
(3)操作方便,既有正常启、制动功能,也可实现某些特殊操作,如寸动正反向寻纬、自动寻纬等。
(4)结构紧凑、性能稳定。
织机的启、制动机构主要由主传动系统组成,驱动织机以正常的转速运转。在电动机与织机之间的功率传递是通过主轴皮带轮和一套电磁制动器来工作的,它既可保证织机迅速启动和制动,又可便于操作。每当纬纱发生断头停车时,要求把织机迅速制动在后死心位置,以方便操作和处理断纬;每当发生经向故障时,要求迅速制动织机,使其停在与纬停相同的位置,以便于处理故障点;启动时要求织机当转到前死心打纬时已获得正常车速,保证第一纬得到正常的打纬,防止发生稀路织疵。
良好的传动系统应选择合适的电动机,使其机械性能适应织机运转特性的要求。对织机所用的电动机,除应选定合适的额定功率外,还必须考虑电动机的允许最大转矩和最大转差率等特性参数,在直接式传动系统中还要考虑电动机的启动转矩。另外织机的传动系统还应满足织机的负载条件(轻型或重型织机)、启动和制动及有关操纵和控制的特殊要求。例如:高速、重型织机和宽幅织机,为了迅速启动,应采用超力矩启动电动机(纺织机械电动机中的织机专用电动机);有的喷水织机加装变频装置进行自动寻纬,在断纬停车后,开口机构能适当倒转校正梭口,若与卷取、送经机构自动调整共同配合,还能精确对准织口,方便挡车操作,显著减少或消除开车稀密路。
二、主传动的结构和技术要求
喷水织机传动系统与其他机型相比结构简单,主要为直接式传动,为了提高工作性能还有一些特殊设计的传动系统。
采用直接传动式喷水织机,电动机通过皮带、皮带轮直接将动力传递给主轴,因此在电动机与主轴之间的传动链上不存在离合器,机构较简单,且当织机以任何方式停机时,电动机均断电停止转动,避免了电动机的空转。但是为了缩短启、制动时问,必须配备较大功率的电动机,以提供足够的启制动力矩,如LW603~230所配电动机:平纹2.6kw,多臂3.7kW;ZW405—230所配电动机:平纹2.7kw,多臂3.7kw。即使如此,织机开车打第一纬时,其转速还是低于额定的数值,在打第一纬时,织机转速仍达不到额定转速,因此会对织物质量产生不利的影响。图3—34为V带传动系统简图。
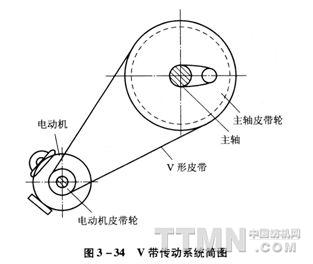
对V带传动系统,应根据给定的传动比和传递功率来设计皮带的尺寸,选择所用V带的型号和根数,这可应用一般机械零件设计的方法进行。由于V带具有一定的弹性,所以在承受织机的冲击性负载时,它能起到一定的缓冲吸振作用。
直接式传动系统所用的电动机是与织机直接联动的,为提高电动机的启动转矩,启动时可预先从电动机绕组星形和三角形二种接法中选择三角形接法,待启动后正常运转时再转回星形接法。但采用该传动方式,由于织机的启、制动相当频繁,启动时电流大,致使效率下降;另外在制动时,电动机转子和小皮带轮一起刹停,增加了制动的负荷。
三、织机主传动的使用
喷水织机主传动采用直接式传动系统。从主电动机到主轴皮带轮(电磁制动器的衔铁安装在主轴及带轮的侧面)采用皮带传动,在织机启动前应确保电动机的转向、皮带的松紧以及制动器的正确间隙。
电动机的皮带安装不要过紧,以不使电动机轴承超载为宜,但也不要太松,以免打滑。正确的测量办法是:在每一根皮带的两个皮带盘中间施加3 kg的压力,这样在皮带的加压点有一个7 mm的挠度即可。皮带的松紧可通过电动机座下的调节螺杆来调整。
当按下启动按钮,电磁制动器线圈断电,结束制动动作。当织机在任何情况下停车时,制动线圈通电,制动器吸引制动衔铁,同时电动机断电,使织机快速停止转动。适当调整织机的位置信号接近开关,可使织机停在适当的位置,织机经纬停一般都在180°左右停车。电磁制动器的间隙控制很重要。以免织机启、制动不灵,造成织物的疵点。其间隙应每三个月检查一次,大小应在0.2~0.4mm范围内。
四、电磁制动器
电磁制动器是利用电磁吸引力加压于一对摩擦面,产生摩擦力矩来制动的装置。由定片和静片构成,靠空气对流来冷却。它只有一个摩擦面,结构简单,散热效果好,摩擦面间没有润滑油引起的粘滞,所以反应迅速,动作灵敏,无空转力矩,能承受高频度的停止和启动动作,故适应于要求反应迅速和动作频繁的场合,这些特点正符合织机传动的需要。但它容易磨损,这是该形式的缺点。
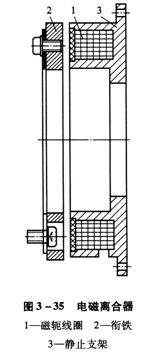
图3—35是结构示例,属于静止线圈、制动衔铁组成的电磁制动器。嵌有线圈的静止线圈通过支架固定在机器静止部件上。在转子的端面上埋入摩擦片,衔铁装在皮带轮上。线圈通电后,就使磁轭激磁,在磁轭线圈1、衔铁2间形成一个磁路,从而吸引衔铁,使2与静止线圈互相贴紧。此时两者之间产生制动的摩擦力矩,从而使主轴皮带轮快速停止转动。切断电流时,则靠弹簧片回复力将衔铁和摩擦片分开。因为无间隙自动调整装置,所以衔铁和摩擦片间的间隙经过一段时间的磨损后,静片与动片的间隙会变大,或者有油污粘附其上时,将导致停车位置不准确,就应该进行调整和清理。
喷水织机常用的制动器额定静力矩值为350—500N•m,耗用功率为40~70w,电源为24V直流电。直流电磁线圈属于感性电路,当电流急剧发生变化时,将因自感作用而在电路内发生反电势,阻碍电流立即变化,这就是直流磁路的过渡现象。对于电磁制动器,在加上电压后到衔铁被吸,相应会有一段过渡时间,这对于织机要求快速反应是不利的。为缩短上述过程,提高灵敏度,在启动或制动开始阶段,可采用一些特殊的电路,如:刹车时,可采用快速励磁线路、过电压励磁线路或电容快速励磁线路等;过电压方式是其中常用的一种,既在制动的起始阶段,线圈短时间加上2—3倍于额定电压的高电压,缩短吸引时间,使结合力矩迅速上升,加快制动过程;另一种方法是电动机的反接制动,加速制动过程。
高速无梭织机还采用超启动力矩电动机,进一步加快启动过程以适应高速化,这种电动机的启动力矩可为正常值的8~12倍。
由于采用了电磁制动器控制织机的启、制动以及其他机电结合装置的应用,使得织机的操纵可以按钮化,操作方便。常用的按钮种类有:开车、关车、紧急关车,点动、点动一转、慢倒车等,以上均是控制主传动的按钮;另外,还有一些控制辅助机构的按钮,如找纬反转及正转,电子送经正、反转,电子卷取正、反转等。
|








