ժ Ҫ�����ܻ���̨���������ŷ�ϵͳ�ĸ߾��ȹ�װ���Ʒ���������ҩƷҺ���װ�����ߵĸ߾���ͬ����װ���գ�̨��A2�ŷ����еĵ����ֹ������ȫ��pr�˶�����ģʽ��ʵ����Һ���װ�ٶȺ���ƿ�ٶ�ʵʱ���ָ߾���ͬ����
�ؼ��ʣ��߽��������ŷ���ͬ����װ�������֡���PRģʽ��CAPTURE����ץȡ��By-PASSһ����� ��
1. ����
���죬������ҩ��ҵ“GMP”�±���֤�ƶȵ�ʵʩ��Ϊ��ҩ��ҵ����ҩװ������˸��ߵ�Ŀ���Ҫ��ͬ��Ϊ��ҩװ�������ṩ��ǰ��δ�еķ�չ�������г��ռ䣬���Ǵ�ͳ����ҩ��е��е�ṹ�Ѿ��Ϳ��Ʒ����Ѿ������������е���ҩ��ҵ��չ��������һ������ҩ��е�������ṩ���߾��ȵģ������Զ����̶ȵĿ��ƹ��գ�������ӭ���г�����ս��
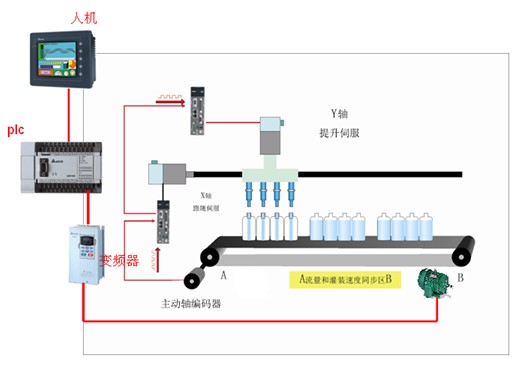
������ҩƷˮ���������װ�����߸߾���ͬ����װ����Ϊ�������������������̨��A2�ŷ����еĵ����ֹ������ȫ��pr�˶�����ģʽ���������ñ�������Ϊ������Դ������ʵ��Һ���װ�ٶȺ���ƿ�ٶ�ʵʱ���ָ߾���ͬ����ͬʱ�����ŷ�By-pass���ܣ����谺����˶��������IJ��룬����ʵ�ָ��Լ۱ȵ�һ����Ӷ����ŷ�ͬ�����ƿ��Ʒ�����
2. ��е��ƺ���Ҫ��
1) ��е�ṹ���
��װͬ�������ߣ���Ҫ��Ϊ��ƿ��������ˮƽ������ʹ�ֱ������3���ֹ��ɣ�����ͼ��ʾ��

����ҩ��ͬ����װ����ƿ��������ˮƽ������ʹ�ֱ������3���ֶ�����Դ��Ϊ��ƿ�����������������Ի�е��ͨ���༶��е��������������ʵ���ֻ�����ʵ��ͬ����ʵ����ּӹ���Ҫ�߾��ܵ�CNC�ӹ����IJ��������������ɱ��ϸߣ����ҵ��ԺͰ�װ�����dz��鷳����������ʹ��ʱ�����ӣ���е��ĥ���Ӱ�쵽ͬ����װ�ľ��ȣ�����ά�����úܸߣ���Ʒ�������ѡ�
̨��A2ϵ���ŷ������ֹ��ܾ����������������������������ŷ�ϵͳ��
�ŷ���װͬ�������ߣ���Ȼ��Ϊ��ƿ��������ˮƽ������ʹ�ֱ������3���ֹ��ɣ�ֻ���ڻ�е�ṹ�ϣ������˴�ͳ�Ļ�е�����ӣ�ȡ����֮�������Ÿ߾����ŷ�ϵͳ��ͨ������˿�˷ֱ����ˮƽ�����ᣨX�ᣩ�ʹ�ֱ�����ᣨY�ᣩ��λ�ơ����ŷ�ϵͳ��������Դ��Ϊ��װ����ƿ�����ϵĸ߽����ȱ������ṩ�����Ƽܹ�����ͼ��ʾ��
��ϸ��е�������£�
���������ֱ���Ϊ2000p/r����һ�ܣ���������ת2Ȧ���ɼ���������16000ppr��5v��źš�
������ɱ�Ƶ�����ƹ���Ƶ����0~50hz��
X/Y��̨˿�˵��ݾ�Ϊ10mm��X/Y�ŷ��������ֱ���ͨ�����ӳ��ֱȹ����趨Ϊ100000ppu��
X��ͬ��������ΪA~B=240mm��Y�����ľ���Ϊ40mm��
2) ����Ҫ��
����Ҫ��
��װ����ֱ��Ϊ2mm��ҩƿ��ֱ��Ϊ6.5mm�����ۺ����ٶȡ������ƿ�ڲ��ܽӴ���
Ҫ���ŷ���ͬһ��װ�ٶ��£���λ������0.5mm�ڡ�
�����������Ƶ���ٶ���0~50HZ������任���ŷ��ļӼ��ٶ����Ա�֤��ȫͬ����ƫ�������ô���1mm��
�ŷ������ڱ�Ƶ��10HZ��������ʱ��Ҳ�ܱ�֤�õ�ͬ��Ч����
ͬ����װ����Ҫ��
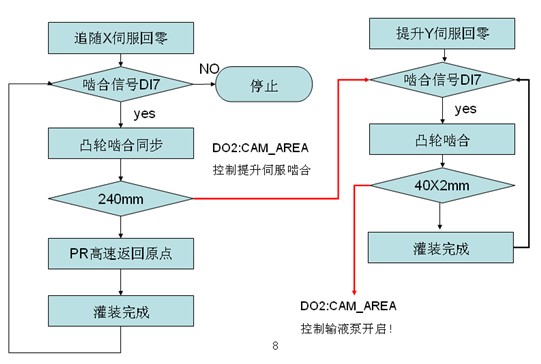
X��ˮƽ������ŷ���������װ����ǰ���˶�����װ���̷�Ϊͬ��������ٷ������䡣����ͬ�������ٶȺ����������ٶȱ���һ�¡���ͬ�������ڣ�Y��ſ��Բ��뵽ƿ�ڡ�ͬ����������X����ٷ��ص�ԭ�㣬�ȴ�������һ��ҩƿ��
Y�ᴹֱ�������ŷ���������װ���������˶�����װ���̷�Ϊ���ٲ�������ٷ������䡣���ٲ���ʱ�ľ���Ϊ40mm����Ҫ����ƿ��ͣ��һ��ʱ�䡣Ȼ�����������������ٶȺ�װϵͳ������أ��κ�����²�������ܽӴ�����װҺ�档
�ڹ�װ����ʱ�������ڿ��ٲ���ƿ�ںͷ�������Y��ʼ�պ�������ı���������ͬ����Ӧ��ͬ���ŷ�������ٶȺ�ҩƿ�������ٶȱ���һ�£���Ϊͬ����װҪ�㣡

3. ̨��߾��ȹ�װ���Ʒ���
�������ã�
ASD-A2- 0421--B ������X2̨
̨��A2ϵ�и߽��������ŷ���̨�����ƾ�������ŷ��з�������2009���Ƴ�����һ�����ŷ�ϵͳ�� �����������ŷϵ�߶��ŷ����ܻ�������Ϳ��Ƽܹ�����������˲�Ʒ�����ܺ�Ӧ�ü�ֵ����Ʒ��Ҫ�ص����£�
20bit�߽����������������ṩ1280000ppr�ĸ��߶�λ���ȡ�
�ں�64��PR�˶�·���༭���ܣ������ֹ��ܡ�����߽���ϵͳ���Ϳ�ʵ�ָ��ӵ��˶����ƺ���ͬ�����ܣ�
�ں��ŷ�By-pass���ܣ�����ʵ�������ź����ݲ�˥�������ɹ���һ����ӵĿ��Ƽܹ���
����Ӧ�������ƿ�����������е������
4. �������ƶ���ʵʩ
�ۺ������ķ�������A2�����ŷ�����ȫ����ʵ�ֵ�ͬ����װ�˶�����Ҫ�����½����ͬ����װ����Ҫ����Ҫ��Է�����������һ���з�����
1) ����������PR·���滮
ͬ����װ������������ͼ��ʾ��
 ������Xˮƽ�����ŷ�Ϊ��˵��������Ҫ�����º�PR·���滮���£�
������Xˮƽ�����ŷ�Ϊ��˵��������Ҫ�����º�PR·���滮���£�
A. X��ع��еԭ��
PR#00 �ػ�еԭ�㡣����X��ع鵽��еԭ�㡣��
PR#01 �ص�ԭ��,ȷ���ŷ���������������ٴ�ִ��ʱ����X��ԭ�㡣

B. ����CAPTURE����ץȡ���ܡ�
CAPTURE �ĸ�念��利���ⲿ�Ĵ����ź�DI7���ﵽ˲��ץȡ�˶����λ����料������ŵ���料��列�У���Ϊ�����˶�����ʹ��.
��Ҫ�ر�˵�����ǣ����ŷ�ʹ��CAPTURE����ץȡ����ʱ���ŷ�ϵͳ��ǿ�ƹر�ԭ��DI ���ܹ滮����DI7ǿ��ΪCAPTURE������CAP���ܿ�����DI7ֻ��ʹ����CAPTURE����Ϊ����źž���Ӳ�������Ϊ���ٴ���I/O,��Ӧʱ��Ϊ3μ��
PR#02 д����P5-39=0 �ر�CAPTURE���ܣ���ֹ������
PR#03 д����5-38=1 ��ֻ����һ�Σ���֤��ͬ�����䲻����ָ����źš�
PR#4 д����5-39=0XF021������CAP����ץȡ���� ��
C. �����ֹ������á�
�ȴ�CAPTURE����ץȡ�źţ��ɰ�װ���������ϵĽӽ������źţ�����A2�ŷ�Capture��E-CAM���ܣ���ʵ�ֵ��������ϡ�
PR#5 д����5-88=0XF2220���رյ����ֹ��ܡ�
PR#6 д����5-88=0XF2221�����������ֹ��ܡ�
�����滮���£�
X�ֿ���=1 ���������֡�
Y��������Դ=2 PULSE���
Z������ʱ��=2 CAPTURE��һ�㶯����
U������ʱ��=2 ����ץȡ������>5-89�趨�����롣
���ŷ�DI7 CAPTURE��ON�������ź�ʱ���־ͻ����ϣ��ŷ��������A2Ԥ�ȱ༭�õ������߹켣��������ƿ�ŷ����������������ָ���˶���
�����뵽�趨ͬ�������ͬ����Χ��X��D0CAM-AREA�ź�ON�������������ŷ�Y�������ϡ�
���ŷ�ץȡ��ֵͨ���Ƚϵ�������������P5-89��ֵʱ���ŷ�����������������֣��������
D. �ַ��룬�ŷ�������ٷ��ء�
�ŷ����ﷴת�����ٷ�����ʼԭ�㣬�ȴ���һ�δ����źŵĵ������ý�Ϊ�ŷ�������PRģʽ���ƣ�����ʱ���ٶȺͼӼ��ٹ滮����A2�ŷ���PRģʽʵ�ֺ���ɡ�
PR#15 ���Զ�λ�����ٷ��ص�ԭ��
PR#16 ��תָ����ص�PR#02�������̽��������ص�PR#02���ȴ���һ�������źŵ�����
���ڴ�ֱ������Y�ᣬ������ʱ������ʼԭ���ٶ�Ҳ�������߹滮�����Գ���û��PR�滮û��PR#15�����������ˮƽX��������ͬ���Դ˲��ٸ�����
ʹ��A2��Ѷ���壬�û����Է���Ĺ滮�ŷ����˶�·�������͵�PR·���༭������֧����ת����ϡ����ӵ��˶�����������֧�ֲ�����д�ȷḻ���ܡ�
2) ���������߹滮
ˮƽ����X�������߹滮
����ˮƽ����X����ԣ���Ҫ��֤�ٶ��Ϻ�������������ٶ��棬������ٶȱ���������һ�¡������ֱ�������߷������£�
����1,ѡ�����幦��E-CAM�����ֹ���
����2 ,����������ѡ���ٶ�����
 ����3������ʵ������趨ʵ���е�ߴ�
����3������ʵ������趨ʵ���е�ߴ�
��ƿ������ͬ������Ϊ240mm������������1600pulse���������������=66.6666666666Pulse/mm��ˮƽ����X�ᣬ�ŷ��������趨10�����嵱����˿���ݾ�Ϊ10mm�����ԴӶ����������趨Ϊ1000 PUU/mm����Ϊģ����Ϣ�����ڽ���������ʱ��ϵͳ��ο�����Щ���ϣ�������Щ��Ϣ���Ҫȷ������������Ӷ����ƶ�1mmʱ�������������PUU������ͼ��

| ����������������������������������������������������ӡҳ�������ղش�ҳ������ �� С�� ���ر��� |